






Perfection woven into every strand
There are two ways to make a carbon fibre bike, the standard way and the TIME way. For over 20 years we have been perfecting our technologies and processes. A core part of our unique approach is how we create Braided Carbon Structures using our unique carbon fibre braiding machine.
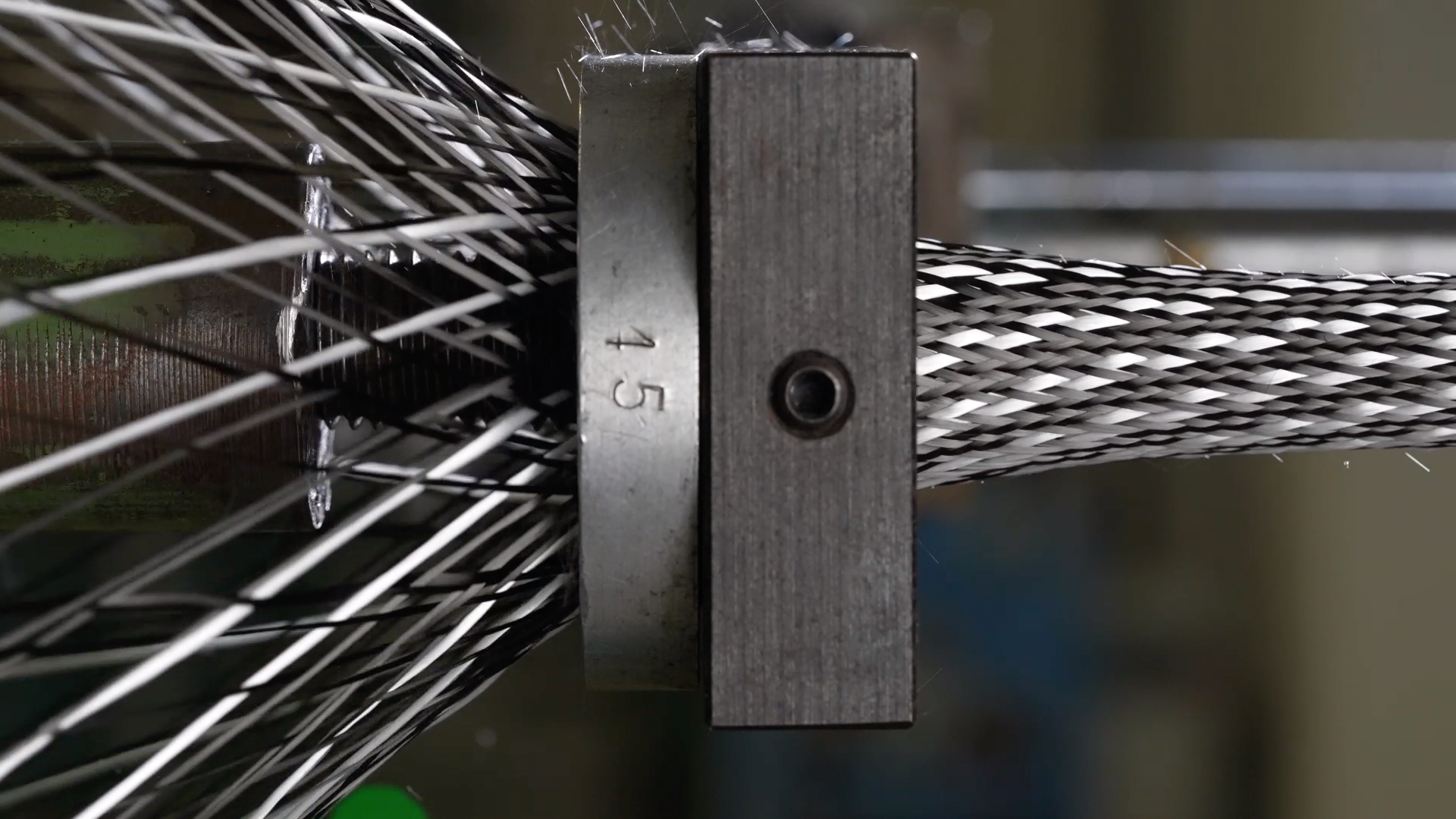
The structural integrity of continuous fibres
Braided Carbon Structure is our term for the weaving of fibres into complex bi-directional ‘socks.’ These tubes are easy to tune with different materials – TIME currently choses from 16 filaments to perfectly tailor our layups.
This process allows something that is unheard of in the cycling world; continuous, unbroken fibres that run the full length of a structure. It’s easy to imagine the integrity of many layers of uninterrupted woven fibres running through a steerer tube and being integrated into a fork crown and even down the fork legs with minimal overlapping joints. Contrast this with standard prepreg layup where the edge of every carbon sheet is a potential weakness.
Utilising different types of fibre to create a better frame
Complex “materials tuning” is possible with BCS because we start with dry fibres and only add resin during the moulding process. In one weave we can easily utilize high modulus (HM) carbon, high strength (HS) carbon or incorporate Kevlar© for reinforcement. When new materials like Vectran© become available, TIME can quickly test and incorporate them.
Standard prepreg construction is limited to the few materials offered by each carbon supplier, and mixing materials from different sources is almost impossible due to proprietary resins used by each company. This means that while a top-level prepreg frame might indeed be constructed of hundreds of amazingly-complex patterned prepreg pieces, it’s rare for more than two or perhaps three different materials to be utilized – for example, the ubiquitous HM and HS unidirectional or 3K weave carbons.
Our frames can use endless combinations of:
High modulus
Used for obtaining optimal stiffness of the frame.
Fiber moduli in the range of 360 to 450 GPa
Examples:
Carbon M46 JB
Carbon M55 JB
Carbon UMS 65
High strength
Used to gain a fine balance between stiffness and strength. Fiber Strength in the range of 3.5 GPa to 4.8 GPa while having a failure strain strictly over 1.5% elongation
Examples:
Carbon T700S
Carbon T800
Carbon IMS 65
Ultra high strength
Used in focus areas to add robustness / failure resistance
Fiber strength between 3.0 GPa to 6 GPa with failure strain over 2.8% elongation
Examples:
Vectran
Aramid
Zylon
Pyrofil

Complete control
Working with flexible dry material gives a greater degree of control during the layup process, since pieces can be placed and repositioned if necessary to remove wrinkles and create perfect overlap and fibre orientation. The sticky resin that is integral to prepreg sheets makes it more difficult to adjust once applied, and sheets can be challenging to apply to curved surfaces, necessitating hundreds of tiny pieces in high-stress areas. Picture applying an adhesive sticker to a curved helmet versus a stretchy piece of fabric that has some flexibility and this concept becomes clear.
Manipulating the weave to change rigidity and compliance
Directional Morphing of the BCS “sock” is a simple yet elegant way to tune the rigidity and directional compliance of our composite structures. Stretching or compressing the BCS sock along the length of the tube during layup changes the properties at each end. With Prepreg layup, carbon sheets are layered on at different angles to achieve these same goals and the edges of these pieces create transitions that are weaker than the rest of the structure.
